Verschleißvorgänge - Schnittqualität oder Schnittgüte*
Das Thema Schnittqualität beinhaltet die Frage nach der Qualität des Arbeitsergebnisses entlang einer Zeitachse - eine Frage, die bei Handmessern oft zu wenig beachtet wird. So werben viele Hersteller von Messern mit der außergewöhnlichen Schneidhaltigkeit ihrer Produkte, wie zum Beispiel von Keramikmessern, hartmetallbeschichteten Messern oder Messern mit speziellen Sägezahnschliffen.
Was dabei leicht übersehen wird, ist die Tatsache, dass diese hohe Schneidhaltgkeit (unter Schneidhaltigkeit SH versteht man den Widerstand der Schneide eines Werkstückes gegen Abnutzung durch mechanische, thermische und chemische Einflüsse) zu Lasten anderer Eigenschaften wie zum Beispiel der Schneidfähigkeit, Schnittqualität, Schärfbarkeit oder Zähigkeit einer Klinge gehen kann.
Das Trennen eines Schnittgutes kann mit mehr oder weniger hohen Stoffverlusten erfolgen. So steigt der Stoffverlust bei zunehmender Schartigkeit im ziehenden Schnitt an, wie bei einer Säge, die Sägespäne produziert.
Demnach erhöht sich die Schnittgüte mit der Abnahme des Stoffverlustes.
Es gilt:
Je schärfer und geschlossener die Schneide, desto höher die Schnittgüte.
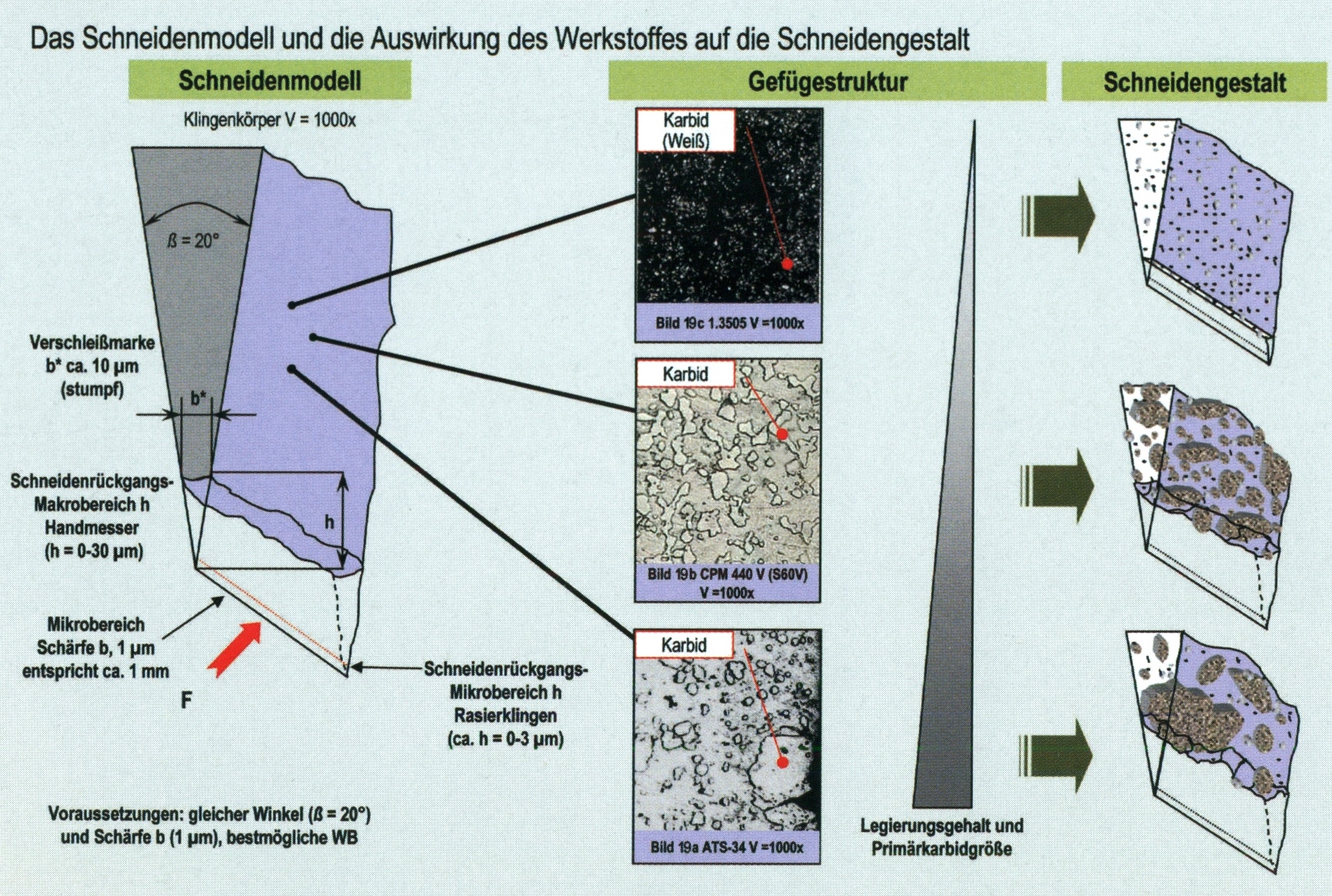
Homogener Stahl, wie zum Beispiel die Wälzlagerlegierung 1.3505 (100 Cr 6, Stahltyp I, Abb. 19c) bietet eine erhöhte Stabilität gegen Ausbruch. Nur wenige Karbide sind hier sichtbar. Sie liegen in gleichmäßiger Verteilung, Größe und in globularer Form in der Grundmasse eingebettet vor. Auch die Menge der Karbide ist deutlich geringer als bei den beiden anderen beiden (Stahltyp II & III) Legierungen. Räumlich gesehen bilden diese Karbite im Stahltyp I ein Gerüst, ähnlich eines Fachwerks, mit hoher Festigkeit. Im Belastungsfall ist in diesem feinen Bereich der Kraftfluss gleichmäßiger. Dadurch treten weniger starke Spannungsspitzen auf und die Belastung verteilt sich gleichmäßig auf das Material.*
Stahltyp I Klingen sind allerdings rostend, bedürfen abseits der üblichen ständigen Verwendung keiner besonderen Pflege, da eventueller Flugrost durch Gebrauch im mikroskopischen Bereich entfernt wird. Gelegentliches Einölen bei längerem Nichtgebrauch ist kein Fehler.
Stahltyp II und III- Klingen bilden wesentlich größere Karbite, dadurch ist das Gefüge bei seitlichem Druck, der bei handgeführten Schnitten unvermeidlich ist anfällig für Ausbrüche.
Diese Stahltypen sind nichtrostend bzw. rostträge und von der Industrie im Sinne eines unproblematischen Kundernverhaltens meistens bevorzugt.